

为了让您更地了解我们的无缝钢管-高压锅炉管现货齐全售后无忧产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:无缝钢管-高压锅炉管现货齐全售后无忧的图文介绍

低温无缝钢管价格快速下跌的风险怎样控制,低温无缝钢管价格仍将继续上涨,因为5月的钢厂低温钢管利润仍非常可观,5月很可能是钢价连续下跌的时间点从具体的走势来看,在如此高位价格出现调整迹象后,很容易形成蔓延之势,许多获利资源会选择降价甩货来操作,但越跌价出货会越差,从市场规律来看,短期国内低温无缝钢管价格有快速下跌的风险,短期内调整的幅度可能达到200元以上。而快速调整过后,会有部分前期,从2015年行业营利的排行榜可以看出低温钢管,国有钢铁低温钢管资本从充分竞争性行业逐步退出也成一种必然趋势。“未来中国钢铁的国有资本、民营资本和外国资本在市场属性方面将一视同仁,并且 鼓励民营或者是其他性质的资本自由流动,行业真正进入充分竞争期。这也意味着,随着国有减持与混合所有制的继续,中国钢铁行业的国有资本比重将进一步下降。”陈德荣称。“去产能”过程中应加快钢铁企业兼并重组,提高产业集中度,陈德荣建议,应将推进钢铁企业兼并重组与推进国有钢企的混合所有制结合起来,并允许和鼓励外资参与中国钢铁产业的兼并重组。去年中国低温钢管产业集中度进一步下滑。粗钢产量排名前十的企业合计产量占全国比重为34.2%,同比下降0.8个百分点。与此相对应的是,中国粗钢实际产能超过12.5亿吨,去年产量8.04亿吨,产能利用率不足64%,属于“严重过剩”范畴。由此带来行业的亏损额则不断刷新。钢铁企业去年每月亏损额在100亿元以上,主营业务全年累计亏损超过1000亿元,同比增亏24倍。


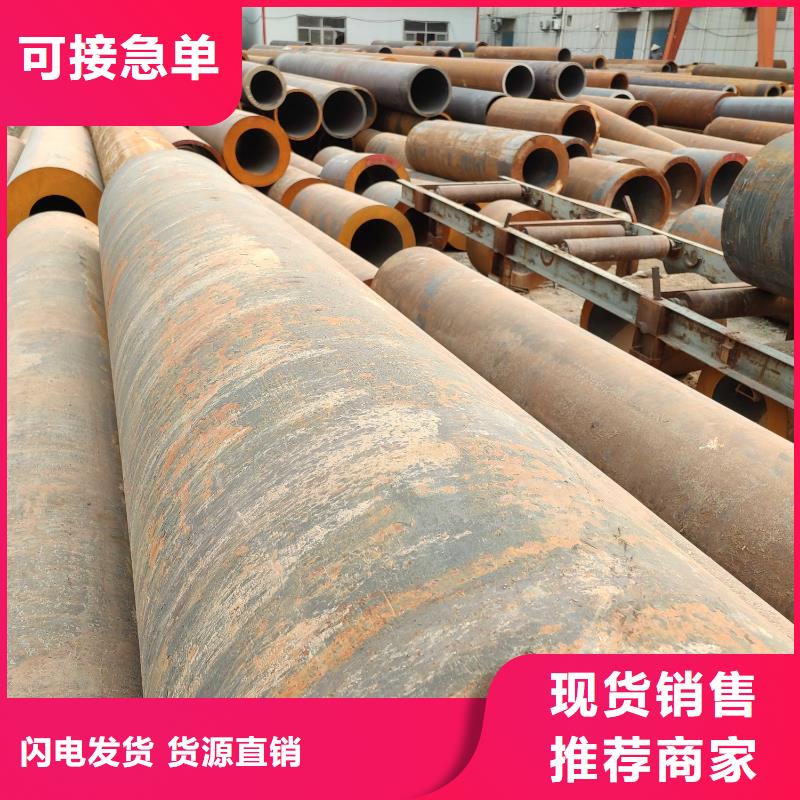
无缝钢管生产线主要冷床类型有单链冷床、双链冷床、新型链式冷床、步进齿条式冷床、螺杆式冷床。1、单链冷床,单链冷床多采用爬坡结构。冷床由正向运输链和固定导轨组成,有一套传动系统。钢管放置在正向运输链的两个拨抓之间,固定导轨承担钢管本体的重量。单链冷床利用正向运输链拨爪的推力及固定导轨的摩擦力使钢管产生旋转运动,同时依靠钢管自重及抬起的角度,使钢管始终紧靠在正向运输链的拨爪上,实现钢管平稳旋转。2、双链冷床,双链冷床由正向运输链和反向运输链组成,正、反链条各有一套传动系统。钢管放置在正向运输链的两个拨抓之间,反向链承担钢管本体的重量。双链冷床利用正向运输链拔爪的推力使钢管向前运行,利用反向链条的摩擦力使钢管产生持续的旋转运动。反向链的运动又使得钢管始终靠在正向运输链的拨爪上,实现平稳旋转和均匀冷却。3、新型链式冷床,结合了单链冷床和双链冷床的特点,冷床分为上坡段和下坡段。上坡段为由正向运输链和反向运输链组成的双链结构,正反共同作用使钢管持续旋转前进,做爬坡运动。下坡段为正向运输链和钢管导轨平行布置的单链结构,依靠自重实现旋转,做滑坡运动。4、步进齿条式冷床,步进齿条式冷床床面由两组齿条组成,一组装在固定梁上,称为静齿条,另一组装在移动梁上,称为动齿条。升将机构动作时,动齿条上升将钢管托起,由于具有倾斜角度,钢管在被托起时沿着齿形滚动一次。动齿轮上升到 位置后,步进机构动作使动齿条向冷床输出方向前进一个步距。升降机构继续动作,带动动齿条下降并将钢管放入定齿条齿槽中,钢管沿定齿条的齿形再滚动一次,之后动齿条回到初始位置,完成一个工作循环。5、螺杆式冷床,螺杆式冷却由主传动装置、螺杆和固定冷却台架的等组成,螺杆包括螺杆杆芯及螺杆螺旋线。固定冷却台架的工作面高于螺旋杆芯上面并低于螺旋线,钢管本体的重量由固定冷却台架承担。主传动装置带动螺杆同步旋转,螺杆上的螺旋线推动钢管在固定冷却台架上向前滚动,进行冷却。单链冷床不适合不连续作业,双链冷床的效果较好,新型链式冷床的效果好且成本低、步进齿条式冷床一般用在大型或配置较高的生产线上,螺杆式冷床一般用于冷却较小直径的无缝钢管。



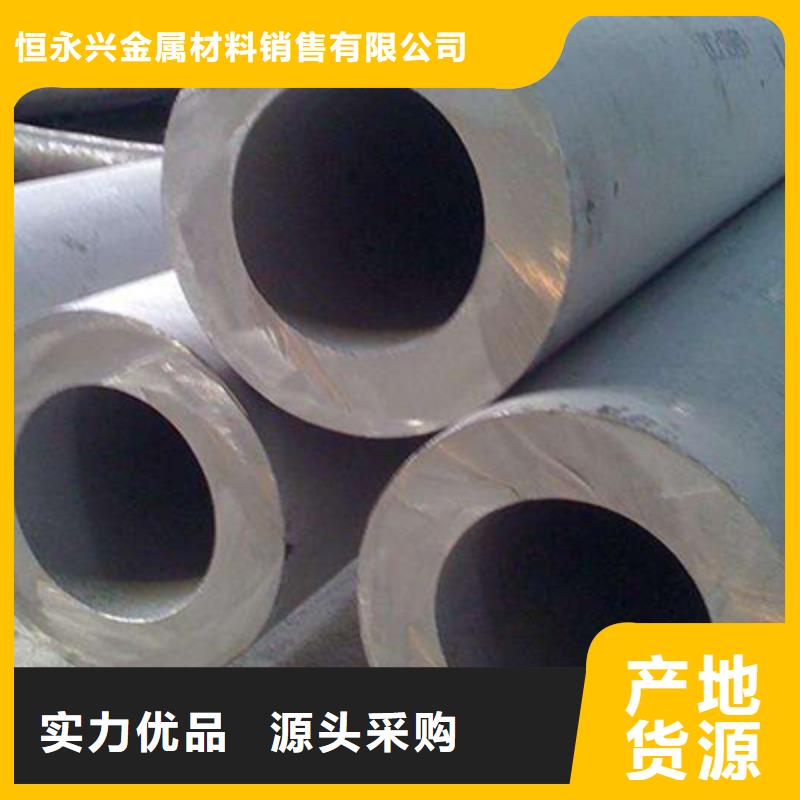
几年来深圳恒永兴金属材料销售 有限公司感谢新老客户的鼎力支持,我们将一如既往研发出优质的 不锈钢管产品回馈客户回馈社会,创行业品牌。 在此深圳恒永兴金属材料销售 有限公司欢迎新老客户光临指导、洽谈合作,共创美好未来!

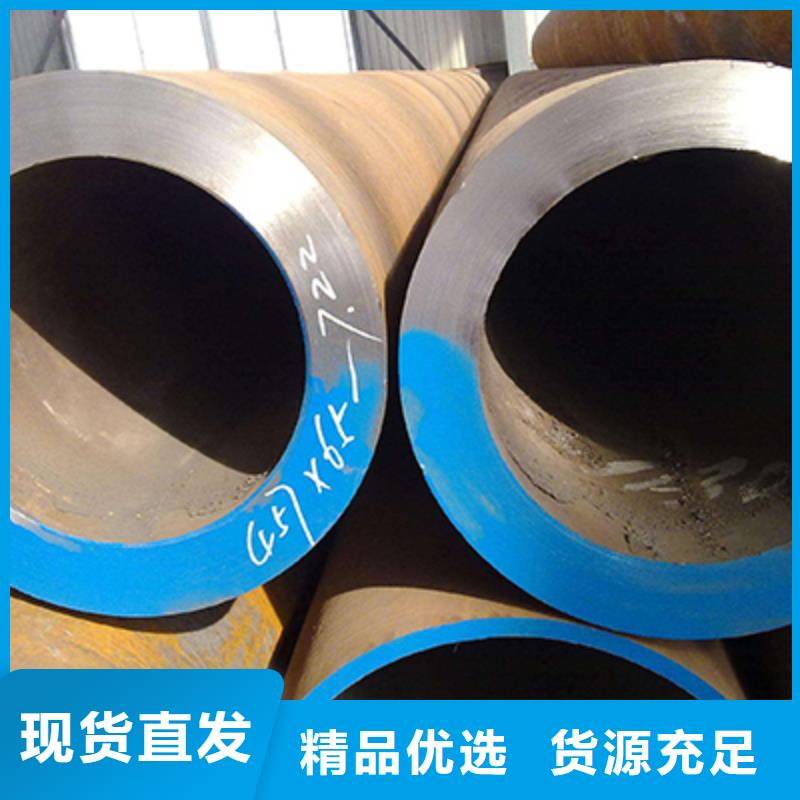
大口径厚壁无缝钢管焊接技术详细介绍:全自动焊接大口径、厚壁(大于21mm)管线经常采用U型坡口或复合型坡口,由于U型坡口、复合坡口加工耗时、耗力制约管道焊接效率。V形坡口加工简单,省时、省力,但大口径、厚壁管线V型坡口全自动焊接时,如焊接工艺参数选择不当,将导致焊接缺陷产生。随着管道建设用钢管强度等级提高至X70、X80级别,管径和壁厚的增大,从2003年起在管道施工中逐渐开始应用自动焊技术。管道自动焊技术由于焊接效率高,劳动强度小,焊接过程受人为因素影响小等优势,在大口径、厚壁管道建设的应用中具有很大潜力。但我国的管道自动焊接技术正处于发展阶段,焊接中的一些问题如根部未熔合、侧壁未融合、坡口复杂等还没有彻底解决;自动焊接大口径、厚壁管线经常采用U型坡口或复合型坡口,管端坡口整形机等配套设施尚未成熟,所以研究大口径、厚壁管道V型坡口自动焊接技术十分有意义。 <BR>西气东输二线中卫-靖边联络线全线长度约345km,钢管强度等级为X70,管径为φ1016,壁厚为14.6mm、17.5mm、21.0mm和26.2mm,根据该工程特点长庆建设工程总公司引进了CRC全自动焊机,应用在联络线第1B标段壁厚为21.0mm管道上。 焊接方法、设备、材料 <BR>焊接方法采用STT根焊+CRC-P260自动焊机热焊、填充、盖面。焊接设备:林肯STT焊机、林肯DC-400、CRC-P260自动焊机。保护气体:STT根焊保护气100%CO2,全自动焊保护气为80%Ar+20%CO2。 <BR>自动焊常用复合坡口或U型坡口,在小壁厚管线中也可使用V型坡口,它们共同的特点就是坡口上口间隙较小。西气东输二线管道壁厚为21.0mm,V型坡口的上口宽度约为22mm,此宽度已接近CRC-P260焊枪摆幅极限。这样的坡口型式对自动焊接是一个巨大的挑战。根据以往经验确定了自动焊试验焊接工艺参数。
